專注精雕 精密雕銑
13年來? 專注精雕機(jī)創(chuàng)新研發(fā)的生產(chǎn)廠家
400-9630-833
13923413250
<thead id="xhdk3"></thead>
13年來? 專注精雕機(jī)創(chuàng)新研發(fā)的生產(chǎn)廠家
400-9630-833
13923413250
全國服務(wù)熱線
18823672556
數(shù)控人必備知識數(shù)控加工銑刀選用原則 數(shù)控加工廠里有可能長時(shí)間都采用一種工藝,一種加工的刀具,長時(shí)間重復(fù)的進(jìn)行加工作業(yè),以至于很多數(shù)控操機(jī)的員工對數(shù)控雕銑機(jī)選用的刀具的知識了解的不多,但是作為一個(gè)數(shù)控加工廠的老板,這樣的知識是必須熟練掌握,爛熟于心的。銑刀的選用原則是什么?銑刀直徑、銑刀刀片、銑刀刀體乃至左右旋的選擇,都是重要因素。鑫騰輝數(shù)控專業(yè)生產(chǎn)加工各種材料,各種用途的雕數(shù)控精雕機(jī),為您大致介紹數(shù)控人必備知識數(shù)控加工銑刀選用原則。
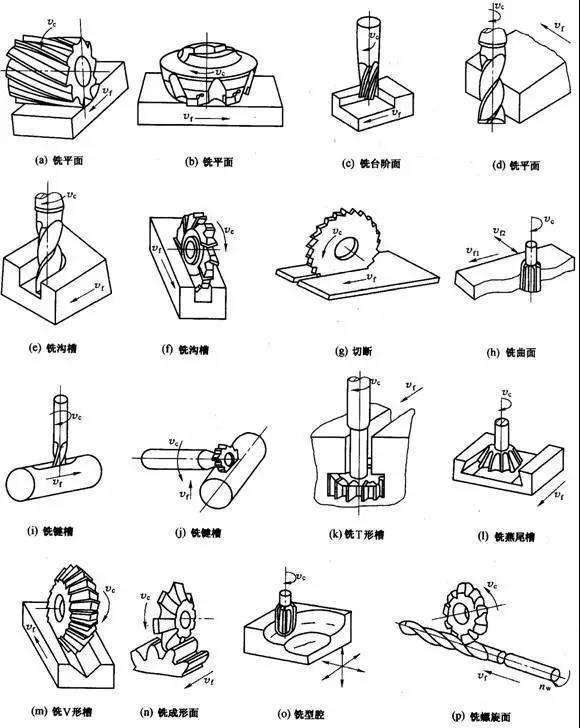
銑刀,是用于銑削加工(以銑刀作為刀具加工物體表面的一種機(jī)械加工方法)的、具有一個(gè)或多個(gè)刀齒的旋轉(zhuǎn)刀具。工作時(shí)各刀齒依次間歇地切去工件的余量。銑刀主要用于在銑床上加工平面、臺(tái)階、溝槽、成形表面和切斷工件等。
在選擇銑刀時(shí),對銑刀刀體與刀架都要留意以下的幾點(diǎn)關(guān)鍵的信息:
(1)銑刀是數(shù)控加工中心上用,還是普通銑床上用。
(2)銑刀加工的材料及硬度。
(3)銑刀的規(guī)格,如:刃長、全長、刃徑、柄徑等。
如果是數(shù)控加工中心上用的,那就應(yīng)該選用整體硬質(zhì)合金的,普通銑床上用的就可以選用白鋼的。白鋼銑刀和硬質(zhì)合金銑刀相比硬度較軟。高速鋼刀便宜,韌性好,但強(qiáng)度不高,容易讓刀,而且耐磨性,熱硬性相對來說較差,高速鋼銑刀的熱硬性600度左右,硬度65HRC左右,很明顯當(dāng)用白鋼銑較硬材料的時(shí)候,如果冷卻液不到位的話很容易燒刀這就是熱硬性不高的原因之一。
硬質(zhì)合金銑刀熱硬性好,耐磨,但抗沖擊性能差,隨便摔一下刀刃就會(huì)碎,硬質(zhì)合金是用粉末冶金的方法制成的材料,硬度可達(dá)90HRA左右,熱性性可達(dá)900-1000度左右。所以,白鋼適合普通銑床用,合金銑刀時(shí)候數(shù)控加工中心用。
銑刀直徑的選用銑刀直徑的選用視產(chǎn)品及生產(chǎn)批量的不同差異較大,刀具直徑的選用主要取決于設(shè)備的規(guī)格和工件的加工尺寸。
(1)平面銑刀。選擇平面銑刀直徑時(shí)主要需考慮刀具所需功率應(yīng)在機(jī)床功率范圍之內(nèi),也可將機(jī)床主軸直徑作為選取的依據(jù)。平面銑刀直徑可按D=1.5d(d為主軸直徑)選取。在批量生產(chǎn)時(shí),也可按工件切削寬度的1.6倍選擇刀具直徑。
(2)立銑刀。立銑刀直徑的選擇主要應(yīng)考慮工件加工尺寸的要求,并保證刀具所需功率在機(jī)床額定功率范圍以內(nèi)。如系小直徑立銑刀,則應(yīng)主要考慮機(jī)床的最高轉(zhuǎn)數(shù)能否達(dá)到刀具的最低切削速度(60m/min)。
(3)槽銑刀。槽銑刀的直徑和寬度應(yīng)根據(jù)加工工件尺寸選擇,并保證其切削功率在機(jī)床允許的功率范圍之內(nèi)。

銑刀刀片的選擇
(1)對于精銑,最好選用磨制刀片。這種刀片具有較好的尺寸精度,所以刀刃在銑削中的定位精度較高,可得到較好的加工精度及表面粗糙度。另外,精加工所用的磨制銑刀片發(fā)展趨勢是磨出卷屑槽,形成大的正前角切削刃,允許刀片在小進(jìn)給、小切深上切削。而沒有尖銳前角的硬質(zhì)合金刀片,當(dāng)采用小進(jìn)給、小切深加工時(shí),刀尖會(huì)摩擦工件,刀具壽命短。
(2)某些加工場合選用壓制刀片是比較合適的,有時(shí)也需要選擇磨制的刀片。粗加工最好選用壓制的刀片,這可使加工成本降低。壓制刀片的尺寸精度及刃口鋒利程度比磨制刀片差,但是壓制刀片的刃口強(qiáng)度較好,粗加工時(shí)耐沖擊并能承受較大的切深和進(jìn)給量。壓制的刀片有時(shí)前刀面上有卷屑槽,可減小切削力,同時(shí)還可減小與工件、切屑的摩擦,降低功率需求。
(3)但是壓制的刀片表面不像磨制刀片那么緊密,尺寸精度較差,在銑刀刀體上各刀尖高度相差較多。由于壓制刀片便宜,所以在生產(chǎn)上得到廣泛應(yīng)用。
(4)磨過的大前角刀片,可以用來銑削粘性的材料(如不銹鋼)。通過鋒利刀刃的剪切作用,減少了刀片與工件材料之間的摩擦,并且切屑能較快地從刀片前面離開。
(5)作為另一種組合,可以將壓制刀片裝在大多數(shù)銑刀的刀片座內(nèi),再配置一磨制的刮光刀片。刮光刀片清除粗加工刀痕,比只用壓制刀片能得到較好的表面粗糙度。而且應(yīng)用刮光刀片可減小循環(huán)時(shí)間、降低成本。刮光技術(shù)是一種先進(jìn)工藝,已在車削、切槽切斷及鉆削加工領(lǐng)域廣泛應(yīng)用。
銑刀刀體的選擇 進(jìn)口銑刀的價(jià)格比較貴,一把直徑為100mm的面銑刀刀體價(jià)格可能要超過600美元,所以應(yīng)慎重選擇,以能達(dá)到真正適合具體的加工需要。

(1)首先,在選擇一把銑刀時(shí),要考慮它的齒數(shù)。例如直徑為100mm的粗齒銑刀只有6個(gè)齒,而直徑為100mm的密齒銑刀卻可有8個(gè)齒。齒距的大小將決定銑削時(shí)同時(shí)參與切削的刀齒數(shù)目,影響到切削的平穩(wěn)性和對機(jī)床切率的要求。每個(gè)銑刀生產(chǎn)廠家都有它自己的粗齒、密齒面銑刀系列。
(2)粗齒銑刀多用于粗加工,因?yàn)樗休^大的容屑槽。如果容屑槽不夠大,將會(huì)造成卷屑困難或切屑與刀體、工件摩擦加劇。在同樣進(jìn)給速度下,粗齒銑刀每齒切削負(fù)荷較密齒銑刀要大。
(3)精銑時(shí)切削深度較淺,一般為0.25~0.64mm,每齒的切削負(fù)荷小(約0.05~0.15mm),所需功率不大,可以選擇密齒銑刀,而且可以選用較大的進(jìn)給量。由于精銑中金屬切除率總是有限,密齒銑刀容屑槽小些也無妨。
(4)對于錐孔規(guī)格較大、剛性較好的主軸,也可以用密齒銑刀進(jìn)行粗銑。由于密齒銑刀同時(shí)有較多的齒參與切削,當(dāng)用較大切削深度(1.27~5mm)時(shí),要注意機(jī)床功率和剛性是否足夠,銑刀容屑槽是否夠大。排屑情況需要試驗(yàn)驗(yàn)證,如果排屑有問題,應(yīng)及時(shí)調(diào)整切削用量。
(5)在進(jìn)行重負(fù)荷粗銑時(shí),過大的切削力可使剛性較差的機(jī)床產(chǎn)生振顫。這種振顫會(huì)導(dǎo)致硬質(zhì)合金刀片的崩刃,從而縮短刀具壽命。選用粗齒銑刀可以減低對機(jī)床功率的要求。所以,當(dāng)主軸孔規(guī)格較小時(shí)(如R-8、30#、40#錐孔),可以用粗齒銑刀有效地進(jìn)行銑削加工。
銑刀選左旋刀還是右旋刀立銑刀如果簡易區(qū)分,可以分為左旋和右旋兩大類。現(xiàn)在很多人還對左旋和右旋沒有概念。

銑刀小知識1 工件的進(jìn)給方向和銑刀的旋轉(zhuǎn)方向有順銑、逆銑兩種。右旋銑刀:首先,判定刀具是左旋還是右旋可以依據(jù)以下方法。面對豎直放的銑刀,刃槽如果是從左下方往右上方上升,這就是右旋;刃槽如果是從右下方往左上方上升,這就是左旋。右旋也可用右手定則,彎曲的四指為旋向,撬起的姆指為上升方向?yàn)橛倚B菪胁凼瞧鹑菪嫉淖饔茫彩墙M成銑刀前角和前面的部分。
銑刀小知識2模具銑刀是由立銑刀演變而來的。左旋銑刀:左旋銑刀,一般情況都是在高精度加工的需求下才選擇的一種刀具,左旋銑刀一般用在手機(jī)按鍵加工,薄膜開關(guān)面板,液晶面板,亞克力鏡片等精加工。但有一些要求高的,特別是一些手機(jī)按鍵或都說電器面板的制作與加工,精度高光潔度要求也很高,就要選擇下排削的,左轉(zhuǎn),這樣就避免了刀口發(fā)白,加工件切口蹦邊等現(xiàn)象。
在整個(gè)制造業(yè)中,通常加工所用刀具都是用右旋刀具,對于銑刀來說,刀身的溝槽決定了銑削時(shí)切下的碎屑排出方向。如果做精密零部件建議用左旋刀具,左旋刀具加工精密類特殊要要求工件有一定優(yōu)勢。
想要做好手上的工作,首先要有一個(gè)稱手的工具,對于數(shù)控加工的人員來說,數(shù)控機(jī)床,和銑刀都是重要的工具,用好,選好,才能有更好的工作加工表現(xiàn),鑫騰輝數(shù)控設(shè)備有限公司發(fā)展多年,技術(shù)實(shí)力雄厚,各類專業(yè)技術(shù)人員占企業(yè)員工的30%,較強(qiáng)的技術(shù)開發(fā)能力和完善的質(zhì)保體系,可以根據(jù)客戶的需求來訂做各種數(shù)控機(jī)床。數(shù)控精雕機(jī)、雕銑機(jī)是我們公司的主打產(chǎn)品,歡迎各界朋友來廠里參觀考察。
")
")
")
")
")
")


