專注精雕 精密雕銑
13年來? 專注精雕機創新研發的生產廠家
400-9630-833
13923413250
<thead id="xhdk3"></thead>
13年來? 專注精雕機創新研發的生產廠家
400-9630-833
13923413250
全國服務熱線
18823672556
通過對鈦合金框架的結構、材料和加工難點進行分析,制定出合理的工藝方案,在此基礎上,結合寶雞烽火工模具技術有限公司現有的設備及工藝習慣,利用夾具和焊接工裝解決了鈦合金框架的加工問題,滿足批量加工要求。
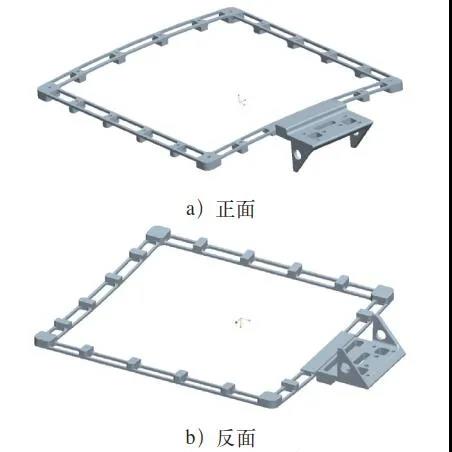
圖1 鈦合金框架三維圖
圖1所示鈦合金框架形狀復雜 , 壁厚不均勻 , 加工容易變形。如果沒有五軸加工中心,就需要工藝創新,設計合理的夾具和焊接工裝,才能保證零件加工要求。
1. 零件加工難點分析
框架零件材料為TC4 鈦合金,其結構及尺寸如圖2所示,長 374 . 3mm 、寬 296mm 、厚51.16mm,是我公司最大的鈦合金零件。其壁厚最薄處為3mm,外形為R1 443mm大圓弧曲面,形狀復雜。鈦合金本身為難加工材料,整體加工容易變形,而且費用很高,加工周期長,影響產品交貨周期。原加工工藝的難點在于零件變形的控制,以及加工周期長、材料利用率低和加工費用高等問題。
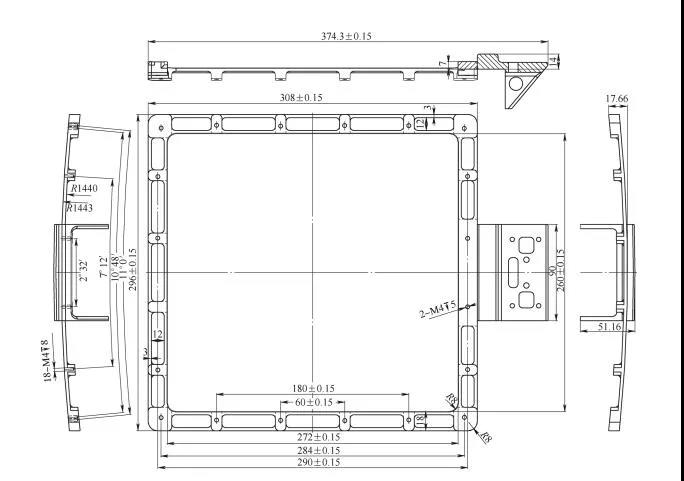
圖2 鈦合金框架結構及尺寸
零件R1 443mm大圓弧曲面上分布有與曲面垂直的螺紋孔,加工難度很大,而我公司沒有五軸加工中心,需要進行工藝創新,找出可行的加工方案。
2. 加工方案的設計
仔細查看和分析零件的結構,結合鈦合金較好的焊接特性,將這個零件拆分成零件1和零件2(見圖3),然后焊接成形。

圖3 將鈦合金框架分解為兩個零件
但是因為零件1為曲面、薄壁框架類零件,焊接成形很容易變形,控制變形將是很大的難題。于是采取設計焊接夾具的方式嘗試解決此問題。該方案實施后將節省材料2/3以上,減少加工中心銑削工時100h以上。
在大圓弧(超過機床旋轉工作臺旋轉半徑)和復雜曲面上鉆削與曲面垂直的孔,常用的簡易方法是首先采用三軸加工中心在孔軸線與大圓弧曲面相交的交點位置鉆削中心孔,該中心孔軸線不在大圓弧曲面的法線方向;然后在大圓弧內部支撐與大圓弧曲面法線方向接近的圓弧夾具,這樣鉆削的孔大致能與大圓弧法線方向一致,但是孔距偏差較大,必須試裝 。而零件最大孔距 達290mm,公差為±0.15mm,且無法試裝,所以常用方法無法滿足設計圖樣要求,必須采用可靠、經濟可行的加工方案。
3. 零件加工工藝
零件1的加工工藝為:備料→熱處理→銑削→電切削→鉆削、攻螺紋→組裝焊接→銑削(將正反面焊接處多余金屬銑去,與相鄰面接平)。零件2的加工工藝為:備料→熱處理→銑削。
4. 鉆孔夾具設計
在設計鉆削框架分解后的零件1的R1443mm大圓弧面上分布的螺紋底孔的鉆孔夾具時,由于這些螺紋孔的軸線在大圓弧的法線方向,所以夾具結構設計必須保證夾具上與螺紋孔對應的孔能在公司現有設備上加工,且能夠經濟和可靠地保證鉆孔夾具精度。
通過仔細研究零件1的形狀和R1 443mm大圓弧面上分布的孔的特點和規律,我們設計了結構新穎的鉆孔夾具結構(見圖4),來解決曲面上分布孔的加工難題。
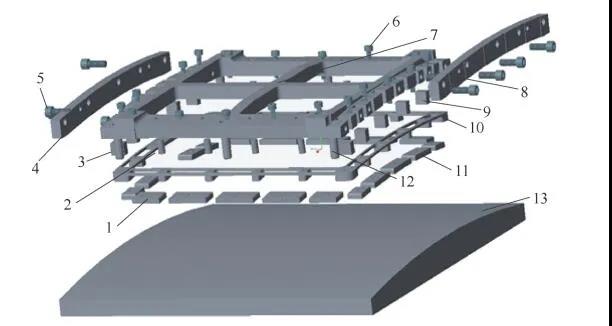
圖4 鉆孔夾具結構
1—上下圓弧夾緊塊(10件) 2—圓形鉆套 3、9—矩形鉆套
4—左矩形鉆套壓(限位)板 5—左矩形鉆套壓(限位)板螺釘
6—零件1夾緊螺釘 7—鉆模板 8—右矩形鉆套壓板 10—零件1
11—左右圓弧夾緊塊(9塊) 12—上下定位銷 13—R1 433mm圓弧墊鐵
1)在鉆模板上加工出R1443mm大圓弧,作為零件1在鉆孔夾具中的定位基準面。
2)左、右兩端面上R1443mm大圓弧上分布孔的加工。首先在鉆模板上加工出R1443mm大圓弧徑向分布的方槽;然后在方槽中裝配矩形鉆套9、3,其中矩形鉆套上鏜有與螺紋底孔大小相同的孔,最后用右矩形鉆套壓板和左矩形鉆套(限位)壓板螺釘壓在矩形鉆套露出鉆模板的端面,擰緊左、右矩形鉆套壓(限位)板螺釘,實現兩端鉆模孔的加工。
3)上、下兩側R1443mm大圓弧上分布孔的加工。首先在鉆模板的上、下兩側銑削出與孔軸線平行的基準面和與之垂直的孔加工面;然后在坐標鏜床的旋轉工作臺上旋轉孔對應的角度,從基面推坐標鏜削出圓鉆套裝配孔;最后將圓鉆套緊配壓入孔中。
4)鉆模板的四周和鉆模板上的R1 443mm大圓弧定位面、兩端沿R1 443mm大圓弧徑向分布的方槽,以及鉆模板的上、下兩側與孔軸線平行的基準面和與之垂直的孔加工面,在我公司加工中心設備上加工。
5. 零件1在鉆孔夾具中的裝夾與鉆孔加工
(1)零件1在鉆孔夾具中的定位 在圖4中的鉆模板上加工出R1 443mm大圓弧,作為零件1在鉆孔夾具中的定位基準面;上、下的定位由上下定位銷來定位;左 、 右 的 定 位 由 左 矩 形 鉆 套 壓(限位)板來定位。
(2)零件1在鉆孔夾具中的夾緊 將零件1放入鉆孔夾具中,使R1 443mm圓弧面貼緊鉆模板的R1 443mm圓弧面,放入上下定位銷之間,左邊靠緊圖4中的左矩形鉆套壓(限位)板螺釘進行左、右定位。將零件1夾緊螺釘穿過鉆模板相應的孔和零件1上相應的長方孔旋入圓弧夾緊塊相應的螺紋孔中,擰緊,保證零件1裝夾可靠。注意夾緊塊的圓弧面要與零件1的圓弧面貼緊,不能高出零件1的R1 443mm圓弧面。
(3)鉆孔加工過程將圖4中的R1433mm圓弧墊鐵放在鉆床的臺面上,不僅使圓弧中心與鉆床的旋轉軸對齊,而且使R1433mm圓弧墊鐵圓弧中心軸線放在鉆床的臺面上時與鉆床橫梁平行。將裝有零件1的鉆孔夾具放在R1433mm圓弧墊鐵上,保證零件1的圓弧面與墊鐵R1433mm圓弧面貼緊,上下左右平行移動鉆孔夾具,使其中一個孔與鉆床旋轉軸對正就可以鉆孔了。鉆其他孔時采用同樣的做法。
6. 焊接夾具設計
設計焊接夾具結構如圖5所示。
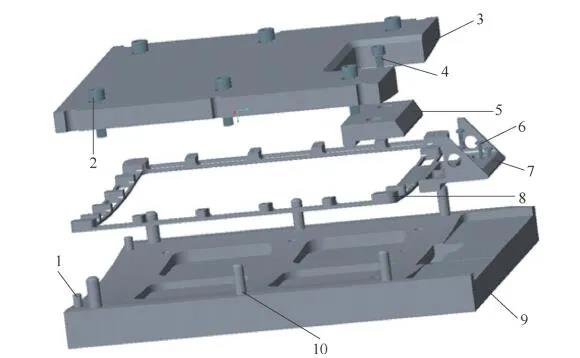
圖5 焊接夾具結構
1—左定位銷 2—M10螺釘(壓緊大壓板) 3—大壓板(壓緊零件1)
4—M8螺釘(壓緊小壓板) 5—小壓板(壓緊零件1)
6—M4螺釘(壓緊零件2) 7—零件2 8—零件1
9—焊接底板 10—上下定位銷
7. 零件1、零件2在焊接夾具中的裝夾及焊接加工
(1)零件1、零件2在焊接夾具中的定位 圖5中焊接底板上設計了R1 433mm大圓弧作為零件1的定位基準面,上、下的定位由上下定位銷來定位,左、右的定位由左定位銷來定位。焊接底板上設計了凸平臺,作為零件2的定位基準面。設計的沉臺是為了確定零件2放入焊接夾具中的上下位置。零件2的左端面靠緊零件1的右端面來定位零件2在焊接夾具中的左右位置。
(2)零件1、零件2在焊接夾具中的夾緊 將零件1放入焊接夾具的上下定位銷與左定位銷中間,左端面靠緊左定位銷,零件1的外形R1 433mm大圓弧與焊接底板的R1 433mm大圓弧緊貼,將小壓板壓在零件1的右邊,穿入M8螺釘并擰緊,壓緊零件1的右端中間平臺;將零件2的圓弧凸臺放在焊接底板右邊的定位沉臺內,將零件2的左端面靠緊零件1右邊的右端面并與焊接底板右邊的定位凸平臺貼緊,然后穿入M4螺釘并擰緊,壓緊零件2。將大壓板(底面設計有R1 433mm大凸圓弧)在上下定位銷的導向下蓋在零件1背面的、端面形狀為R1 433mm大凹圓弧的18個凸臺上,并使兩圓弧貼緊,將M10螺釘穿入大壓板并擰緊,壓緊零件1。
(3)焊接加工過程 將零件1和零件2裝入焊接夾具定位并夾緊后,放在氬弧焊的操作平臺上,先將兩零件的連接部位焊接牢靠,然后翻面,因為在焊接底板上設計有與零件1和零件2連接部位對應的焊接窗口,所以在反面再一次焊接就能將兩零件連接部位焊透,進而保證了零件1和零件2的連接強度,達到了設計要求。
8. 小批量試生產
公司鈦合金框架進行了兩小批試生產,過程順暢、周期短,產品質量和生產周期均滿足設計和生產要求。鉆孔夾具和焊接夾具結構新穎,加工方案可行,可操作性強。最重要的是鉆孔、焊接精度穩定可靠,可以進行批量生產。
9. 結語
通過對鈦合金框架加工工藝方案的研究,掌握了鈦合金等難加工材料的加工方法以及精雕機、加工中心銑削工藝參數,積累了鈦合金大型復雜曲面零件加工過程中的變形控制和變形后的處理方法及經驗,對以后此類零件的加工具有很好的借鑒意義。








