專注精雕 精密雕銑
13年來? 專注精雕機創新研發的生產廠家
400-9630-833
13923413250
<thead id="xhdk3"></thead>
13年來? 專注精雕機創新研發的生產廠家
400-9630-833
13923413250
全國服務熱線
18823672556
在CNC切削加工過程中,影響加工精度的原因很多,刀具徑向跳動是其中的一個重要因素,它直接影響機床在理想加工條件下所能達到的最小形狀誤差和被加工表面的幾何形狀精度。在實際切削中,刀具的徑向跳動影響零件的加工精度、表面粗糙度、刀具磨損不均勻度及多齒刀具的切削過程特性。刀具徑向跳動越大,刀具的加工狀態越不穩定的,越影響加工效果。鑫騰輝數控具備專業的生產和技術團隊,強大的生產實力,本篇就由鑫騰輝數控來講解如何減小CNC銑削加工中的刀具徑向跳動。

徑向跳動產生原因:
刀具及主軸部件的制造誤差、裝夾誤差造成刀具軸線和主軸理想回轉軸線之間漂移和偏心、以及具體加工工藝、工裝等都可能產生數控銑床刀具在加工中的徑向跳動。
1. 主軸本身徑向跳動帶來的影響
產生主軸徑向跳動誤差的主要原因有主軸各個軸頸的同軸度誤差、軸承本身的各種誤差、軸承之間的同軸度誤差、主軸撓度等,它們對主軸徑向回轉精度的影響大小隨加工方式的不同而不同。這些因素都是在機床的制造和裝配等過程中形成的,作為機床的操作者很難避免它們帶來的影響。
2. 刀具中心和主軸旋轉中心不一致帶來的影響
刀具在安裝到主軸的過程中,如果刀具的中心和主軸的旋轉中心不一致,必然也會帶來刀具的徑向跳動。其具體影響因素有:刀具和夾頭的配合、上刀方法是否正確以及刀具自身的質量。

3. 具體加工工藝帶來的影響
刀具在加工時產生的徑向跳動主要是因為徑向切削力加劇了徑向跳動。徑向切削力是總切削力在徑向的分力。它會使工件彎曲變形和產生加工時的振動,是影響工件加工質量的主要分力。它主要受切削用量、刀具和工一件材料、刀具幾何角度、潤滑方式和加工方法等因素的影響。
減少徑向跳動的方法:
刀具在加工時產生徑向跳動主要是因為徑向切削力加劇了徑向跳動。所以,減小徑向切削力是減小徑向跳動重要原則。可以采用以下幾種方法來減小徑向跳動:
1. 使用鋒利的刀具
選用較大的刀具前角,使刀具更鋒利,以減小切削力和振動。選用較大的刀具后角,減小刀具主后刀面與工件過渡表面的彈性恢復層之間的摩擦,從而可以減輕振動。但是,刀具的前角和后角不能選得過大,否則會導致刀具的強度和散熱面積不足。所以,要結合具體情況選用不同的刀具前角和后角,粗加工時可以取小一些,但在精加工時,出于減小刀具徑向跳動方面的考慮,則應該取得大一些,使刀具更為鋒利。
2. 使用強度大的刀具
主要可以通過兩種方式增大刀具的強度。一是可以增加刀桿的直徑在受到相同的徑向切削力的情況下,刀桿直徑增加20%,刀具的徑向跳動量就可以減小50%。二是可以減小刀具的伸出長度,刀具伸出長度越大,加工時刀具變形就越大,加工時處在不斷的變化中,刀具的徑向跳動就會隨之不斷變化,從而導致工件加工表面不光滑同樣,刀具伸出長度減小20%,刀具的徑向跳動量也會減小50%。
3. 刀具的前刀面要光滑
在加工時,光滑的前刀面可以減小切屑對刀具的摩擦,也可以減小刀具受到的切削力,從而降低刀具的徑向跳動。
4. 主軸錐孔和夾頭清潔
主軸錐孔和夾頭清潔,不能有灰塵和工件加工時產生的殘屑。選用加工刀具時,盡量采用伸出長度較短的刀具上刀時,力度要合理均勻,不要過大或過小。
5. 吃刀量選用要合理
吃刀量過小時,會出現加工打滑的現象,從而導致刀具在加工時徑向跳動量的不斷變化,使加工出的面不光滑吃刀量過大時,切削力會隨之加大,從而導致刀具變形大,增大刀具在加工時徑向跳動量,也會使加工出的面不光滑。
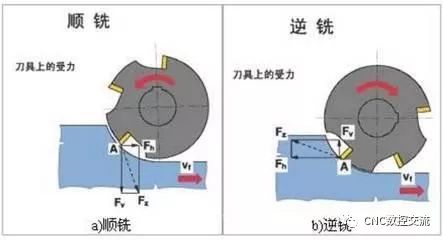
6. 在精加工時使用逆銑
由于順銑時,絲杠和螺母之間的間隙位置是變化的,會造成工作臺的進給不均勻,從而有沖擊和振動,影響機床、刀具的壽命和工件的加工表面粗糙度而在使用逆銑時,切削厚度由小變大,刀具的負荷也由小變大,刀具在加工時更加平穩。注意這只是在精加工時使用,在進行粗加工時還是要使用順銑,這是因為順銑的生產率高,并且刀具的使用壽命能夠得到保證。
7. 合理使用切削液
合理使用切削液以冷卻作用為主的水溶液對切削力影響很小。以潤滑作用為主的切削油可以顯著地降低切削力。由于它的潤滑作用,可以減小刀具前刀面與切屑之間以及后刀面與工件過渡表面之間的摩擦,從而減小刀具徑向跳動。
實踐證明,只要保證機床各部分制造、裝配的精確度,選擇合理的工藝、工裝,刀具的徑向跳動對工件加工精度所產生的影響可以最大程度地減小。鑫騰輝數控專業生產各種數控機床,石墨精雕機、陶瓷精雕機更是我們公司的主要產品,歡迎各界老板咨詢價格:136_998_99025








