專注精雕 精密雕銑
13年來? 專注精雕機創新研發的生產廠家
400-9630-833
13923413250
<thead id="xhdk3"></thead>
13年來? 專注精雕機創新研發的生產廠家
400-9630-833
13923413250
全國服務熱線
18823672556
氧化鋁陶瓷具有硬度高、強度高和耐高溫等優異性能,廣泛運用于化工、礦業、航空航天、汽車和微電子等工業領域。在加工的時候氧化鋁陶瓷具有較高的硬度及較低的斷裂韌性,是典型的難加工材料。使用數控精雕機可以快速給氧化鋁陶瓷打孔,當然了需要配合相應的加工工藝,和專用的陶瓷精雕機。鑫騰輝數控專業生產各種數控精雕機,陶瓷精雕機是我們最近幾年才逐漸推向市場的一種針對陶瓷材料加工性質的一種專用精雕機。陶瓷精雕機價格咨詢電話:136_998_99025。
陶瓷數控精雕機采用燒結金剛石鉆頭對氧化鋁陶瓷進行磨削鉆孔,通過施加預緊力的工藝裝置較大程度地減小孔出口的崩豁和裂紋,從而改善孔加工質量,獲得最優預緊力及其理想范圍。
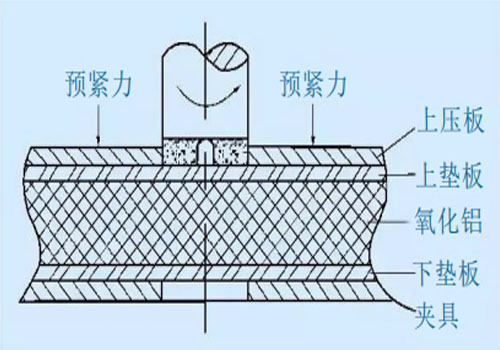
1試驗過程1.1試驗材料及設備試驗采用燒結金剛石鉆頭,由工作層、過渡層和金屬基體等三部分組成。工作層為金剛石磨粒與金屬結合劑混合的壓制層,金剛石磨粒包裹于結合劑中,從而實現對工件材料的磨削;過渡層由結合劑粉末組成,不包含金剛石,牢固連接基體與工作層;基體由45#鋼經機械加工而制成,起支撐工作層的作用,同時便于裝卡工具。燒結金剛石鉆頭工作層高度為6mm,外徑為20mm,內徑為16mm,水口數為2個,金剛石粒度為50/60(直徑為250μm),金剛石磨粒的濃度為50%(0.44g/cm3,400%濃度制)。試驗采用的氧化鋁陶瓷工件為正方形,質量分數為99.5wt%,斷裂韌性為3.9MPa·m1/2,維氏硬度為26GPa,工件厚度為10mm。在ZXL-20型鉆銑床上進行試驗,其額定功率為750W,加工時采用水冷卻,冷卻液壓力為0.3MPa,冷卻液流量為120cc/s。1.2預緊力工藝裝置針對鉆頭加工氧化鋁陶瓷出現的裂紋及崩豁現象,設計了由上壓板、上墊板、下墊板及夾具體組成的預緊力工藝裝置,試驗采用的墊板材料為PVC硬塑料板,其彈性模量為2300~2500MPa,厚度為2mm。采用M12粗牙普通螺紋螺栓實現預緊,通過測力矩扳手擰緊力矩來控制預緊力的大小,觀察氧化鋁陶瓷的孔加工質量,選擇最優預緊力。
2 結果分析氧化鋁陶瓷在鉆孔過程中,出口處容易發生崩豁現象,其形狀類似圓錐體,因此選擇圓錐體的擴口圓直徑D與孔徑D0的比值l(l=D/D0,崩豁比)和錐體高H(崩豁深度),相同軸向壓力及主軸轉速條件下,崩豁比及崩豁深度小,說明此預應力條件下孔加工質量好;崩豁比及崩豁深度大,則說明此預應力條件下孔加工質量差。為了減小試驗誤差,測量多點取平均值。試驗前使用氧化鋁砂輪對燒結金剛石鉆頭的唇面進行磨削開刃,確保鉆頭處于正常工作狀態度。在試驗條件下,預緊力的大小設置為12800~16800N。軸向壓力設置為750N,主軸轉速設置為2600r/min。當預緊力不斷增大時,氧化鋁陶瓷的崩豁比和崩豁深度不斷減小,孔加工質量越來越好,這是因為在加工過程中,燒結金剛石鉆頭對陶瓷工件底部未鉆削的一層陶瓷材料具有擠壓作用,使其發生拉伸破壞現象,當預緊力不斷增大,將會不斷平衡未鉆削陶瓷材料受到的拉伸應力,孔出口的崩豁程度逐漸減小,從而降低了陶瓷孔口的崩豁比和崩豁深度,獲得了較好的孔加工質量;但是當預緊力增大至15200N時,崩豁比和崩豁深度降低幅度較小,這是由于鉆頭對陶瓷工件底部最后一層陶瓷材料不斷地鉆削深入,鉆頭對陶瓷工件最后一層陶瓷材料產生的拉伸應力逐漸增大,但是此時預緊力的增量幅度難以完全平衡最后一層陶瓷材料所受的拉伸應力,只能繼續逐漸小幅降低陶瓷工件出口處的崩豁比和崩豁深度,孔出口的加工質量改善幅度不是特別明顯。為降低崩豁比和崩豁深度,分別施加18400N及20000N的預緊力,結果顯示當預緊力為18400N時,其崩豁比和崩豁深度的大小與預緊力為16800N時的大小基本沒有變化,即孔加工質量基本沒有變化;而當預緊力為20000N時,氧化鋁陶瓷發生破碎現象,這主要是由于試驗時預緊力裝置的預緊采用普通螺紋螺栓來實現,螺紋螺栓與氧化鋁陶瓷材料不能保持完全垂直的方向,所以在施加預緊力時容易對氧化鋁陶瓷產生彎矩,當預緊力增大時,彎矩也會增大,當彎矩增大至一定范圍時就會使氧化鋁陶瓷產生破碎現象。因此,在試驗條件下,考慮到試驗的安全性以及施加預緊力的可操作性,預緊力為15200~16800N時,使用燒結金剛石鉆頭加工氧化鋁陶瓷時產生的崩豁比和崩豁深度較小,獲得的孔加工質量較好,且最優預緊力為16000N。結語施加預緊力有助于改善氧化鋁陶瓷的孔加工質量,預緊力15200~16800N時,孔的崩豁程度較小,孔加工質量較好,最優預緊力為16000N。








