專注精雕 精密雕銑
13年來? 專注精雕機創新研發的生產廠家
400-9630-833
13923413250
<thead id="xhdk3"></thead>
13年來? 專注精雕機創新研發的生產廠家
400-9630-833
13923413250
全國服務熱線
18823672556
數控編程是指在計算機及相應的軟件系統的支持下,自動生成數控加工程序的過程。在編程過程中,程序編制人可及時檢查程序是否正確,需要時可及時修改。在加工程序編制中,方法、技巧使用得當,對保證和提高數控機床的加工精度有重要的意義。那么什么樣的數控編程可以提高加工精度呢?鑫騰輝數控是一家專業研發、設計、生產數控機床的廠家,并且我們成立了專業的研發小組自主研發智能控制系統:自本系統功能使用,能夠記錄刀具使用壽命、傻瓜式編程等實用功能,當刀具達到使用壽命時自動報警,讓您在加工過程中更安心。鑫騰輝數控的技術人員帶您了解什么樣的數控編程可以提高加工精度。
1 消除公差帶位置的影響
零件的許多尺寸標注有公差,且公差帶的位置不可能一致,而數控程序一般按零件輪廓編制,即按零件的基本尺寸編制,忽略了公差帶位置的影響。這樣,即使數控機床的精度很高,加工出的零件也有可能不符合其尺寸公差要求。
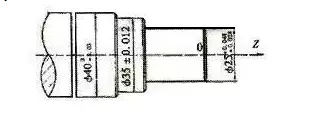
如圖1所示零件,?40尺寸為基軸制,?35尺寸為基孔制過渡配合,?25尺寸為基孔制過盈配合,3個尺寸的公差帶位置不同,如果編程仍按其基本尺寸?40、?35與?25,而不考慮公差帶位置的影響,就可能使某個尺寸加工不符合要求。解決問題的辦法有2種:
1) 按基本尺寸編程,用半徑補償考慮公差帶位置 即仍然按零件基本尺寸計算和編程,使用同一車刀加工各處外圓,而在加工不同公差帶位置的尺寸時,采用不同的刀具半徑補償值。用這種方法,要先知道刀尖圓弧半徑(此零件加工軌跡與X軸、Z軸平行,可不必知道刀尖圓弧半徑),所以使用不便,且只能適用于部分數控系統。
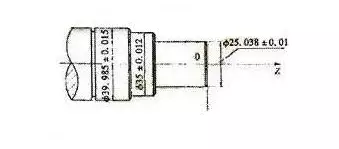
2) 改變基本尺寸和公差帶位置 即在保證零件極限尺寸不變的前提下,調整基本尺寸和公差帶位置。一般按對稱公差帶調整,調整后的基本尺寸及公差如圖2。編程時按調整后的基本尺寸進行,這樣在精加工時用同一把車刀,相同的刀補值(本例加工軌跡與X軸、Z軸平行,可不刀補),就可保證加工精度。當然,如果零件最終還要精加工(如精磨),為保證磨削余量充裕,也可將基本尺寸稍稍加大(此時,公差帶就不對稱)。
2 消除機床間隙的影響
當數控機床長期使用或由于其本身傳動系統結構上的原因,有可能存在反向死區誤差。這時,可在數控編程和加工時采取一些措施,以消除反向死區誤差,提高加工精度。尤其是當被加工的零件尺寸精度接近數控機床的重復定位精度時,更為重要。
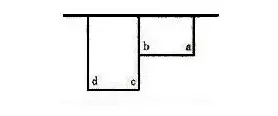
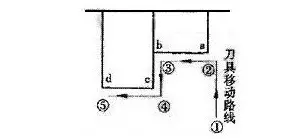
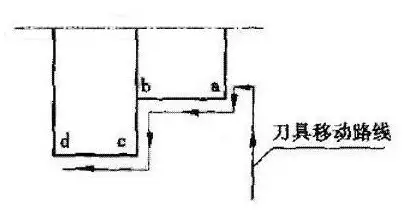
1) 如圖3所示,精加工工件輪廓為a→b→c→d,如采用如圖4所示的刀具移動路線就不妥,因為從①→②的運動方向與③→④相反,會產生反向間隙,如改為圖5所示的刀具移動路線,精加工時刀具在徑向的移動保持尺寸連續遞增趨勢,在軸向的移動保持尺寸連續向左趨勢,這樣便消除了機床的反向間隙的影響。
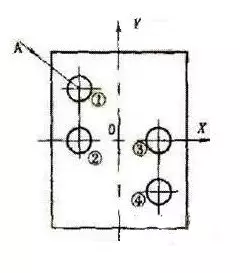
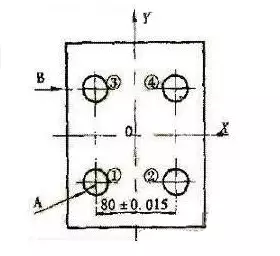
2) 如圖6所示,工件的①、②、③、④孔的孔距要求精確,設編程坐標系原點在工件中心點,對刀點(程序起點)也為同一點。如刀具移動路線為:原點O→①→②→③→④孔,則會產生反向間隙,如改為:原點O→A→①→②→③→④,即X方向和Y方向的尺寸保持連續遞減或遞增趨勢,如保持連續遞增和遞減編程有困難.則應加過渡點,如圖7中的B點,刀具移動為A→①→②→③→④,就可消除機床反向間隙。
3 減小數控系統累積誤差的影響
數控系統在進行快速移動和插補的運算過程中,會產生累積誤差,當它達到一定值時,會使機床產生移動和定位誤差,影響加工精度。以下措施可減小數控系統的累積誤差。
盡量用絕對方式編程 絕對方式編程以某一固定點(工件坐標原點)為基準,每一段程序和整個加工過程都以此為基準。而增量方式編程,是以前一點為基準,連續執行多段程序必然產生累積誤差。
插入回參考點指令 機床回參考點時,會使各坐標清零,這樣便消除了數控系統運算的累積誤差。在較長的程序中適當插入回參考點指令有益于保證加工精度。有換刀要求時,可回參考點換刀,這樣一舉兩得。
在編程過程中,程序編制人可及時檢查程序是否正確,需要時可及時修改。由于使用計算機代替編程人員完成了繁瑣的數值計算工作,并省去了書寫程序單等工作量,因而可提高編程效率幾十倍乃至上百倍,解決了手工編程無法解決的許多復雜零件的編程難題,可以更好地提高數控加工精度。如需了解更多關于數控機床的小知識,歡迎聯系數控雕銑機廠家:136_998_99025(微信同號),我們有專業的技術人員為您介紹問題。








