
專注精雕 精密雕銑
13年來? 專注精雕機創新研發的生產廠家
400-9630-833
13923413250
13年來? 專注精雕機創新研發的生產廠家
400-9630-833
13923413250
由于氮化鋁陶瓷的加工難度大,所以能加工氮化鋁陶瓷的機床并不是很多。氮化鋁陶瓷因優異的力學性能、物理性能在汽車、航空航天、電子封裝、軍工裝備制造等領域得到了廣泛應用。普通雕銑機也可以加工氮化鋁陶瓷,但是這種材料的高硬度增強相的加入導致加

開粗 在機床的最大負荷下,絕大部分情況應選用盡可能大的刀,盡可能大的的進刀量,盡可能快的進給。在同一把刀的情況下,進給與進刀量成反比。一般情況下,機床的負荷不是問題,選刀的原則主要依產品的二維角與三維弧是否過小來考慮。選好刀后,便定刀長,原則是刀長大于加工深

我們知道加工中心的的工件變形問題,是比較難以解決的問題。首先必須分析產生變形的原因,然后才能采取應對的措施。 一、工件的材質和結構會影響工件的變形 變形量的大小與形狀復雜程度、長寬比和壁厚大小成正比,與材質的剛性和穩定性成正比。所以在設計零件時盡可能的減小
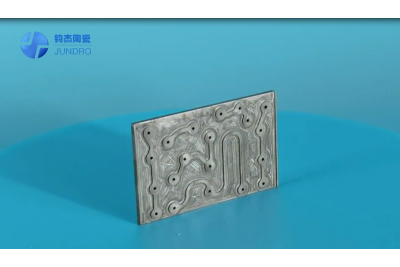
鋁基碳化硅充分結合了碳化硅陶瓷和金屬鋁的不同優勢,隨著碳化硅增強相體積分數的增加,其脆性和硬度也在顯著增加,并且大多數零件的曲面并非簡單的平面或者圓面,常規刀具無法完成加工,刀具極其容易出現嚴重磨損,導致加工質
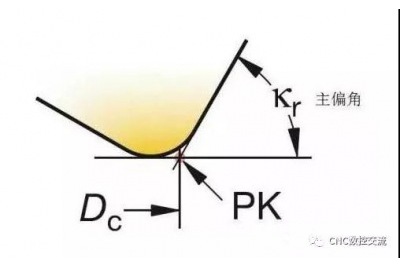
選擇合適的銑削刀具,在面銑加工中采用滾動切入法,以及在條件適合時用銑刀進行孔加工,制造商可以在無需投資購買新設備的情況下,大幅提高生產能力,提高加工效率而節省大量時間和成本。 在選擇適合加工任務的銑刀時,必須考慮被加工零件的幾何形狀、尺寸和工件材質的各種問題
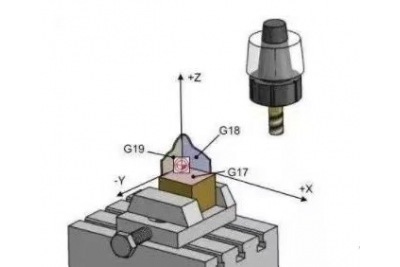
很多進入數控加工行業的小伙伴們,難免分不清3軸、3+2軸、5軸等加工方案, 其實啊,別說是新手,很多加入行業很多年的他們也分不清。那么數控加工中心3軸、3+2軸、5軸加工的區別在于哪里呢?鑫騰輝數控是一家專業研發、生產數控加工中心的廠
在日常操作CNC過程中,刀具和工件接觸是必然的,并且到加工過程中的刀具出現磨損、斷刀、彈刀都是不可避免的一種現象,雖然說不可完全避免,但至少可以降至最低。那么在CNC加工過程中出現彈刀應該采取哪些處理措施呢?鑫騰輝數控專注


