專注精雕 精密雕銑
13年來? 專注精雕機創(chuàng)新研發(fā)的生產廠家
400-9630-833
13923413250
<thead id="xhdk3"></thead>
13年來? 專注精雕機創(chuàng)新研發(fā)的生產廠家
400-9630-833
13923413250
全國服務熱線
18823672556
在使用雕銑機進行加工過程中,刀具和工件接觸是必不可少的,刀具磨損也是不可避免的一種現(xiàn)象。那么在加工過程刀具磨損的判斷以及處理呢?為了實現(xiàn)切削加工更好的質量和盡可能長的刀具壽命,我們需要在加工后檢查刀具,總結不同形式的刀具磨損原因并找到解決方案,是成功銑削的基礎。鑫騰輝數(shù)控是一家專業(yè)生產各種數(shù)控機床廠家,為了降低刀具磨損現(xiàn)象,我們在雕銑機上裝備了環(huán)形噴水,充分冷卻刀具,降低磨損的現(xiàn)象,并且提升產品表面粗糙度。下面由鑫騰輝數(shù)控的技術人員帶您了解加工過程刀具磨損的判斷以及處理。
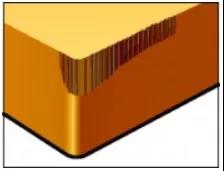
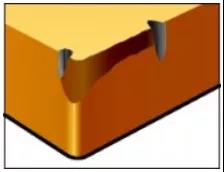
1.后刀面磨損:快速磨損導致表面質量差或超出公差范圍。
磨損原因:耐磨性不足、切削速度過高、進給fz過低等;
解決方案:選擇耐磨性更高的材質、降低切削速度 (vc)、提高進給 (fz)。
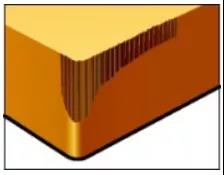
2.后刀面磨損:過度磨損導致刀具壽命短。
磨損原因:振動、切屑再切削、零件上形成毛刺、表面質量差、產生熱量;
解決方案:提高進給 (fz)、采用順銑、使用壓縮空氣有效排屑、檢查推薦的切削參數(shù)。
3.后刀面磨損:磨損不均勻導致到尖角損壞。
磨損原因:刀具跳動、振動、刀具壽命短、表面質量差、噪音大、徑向力過高;
解決方案:減少跳動量,使其小于0.02 mm 、檢查夾頭和夾套、最大限度地減少刀具伸出量、使用更少的齒進行切削、選擇更大的刀具直徑、對于整體硬質合金立銑刀和可換頭銑刀,選擇螺旋角更大的槽型 (gp ≥45°)、將軸向切深 (ap) 分成多次走刀、降低進給 (fz)、降低切削速度 (vc)、高速加工需要淺走刀、改進刀具和工件的裝夾。
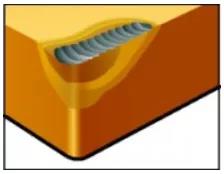
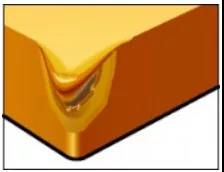
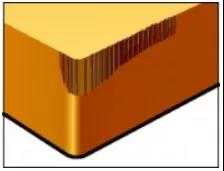
4.月牙洼磨損:過度磨損導致切削刃強度降低。切削刃破損導致表面質量差。
磨損原因:因前刀面切削溫度過高而導致擴散磨損;
解決方案:選擇氧化鋁涂層材質、選用正前角刀具槽形、降低速度以獲得更低的溫度,再有降低進給。
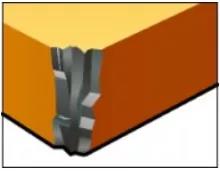
5.塑性變形:切削刃塑性變形、下塌或后刀面凹陷,導致切屑控制差、表面質量差和刀具破裂。
磨損原因:切削溫度和壓力過高;
解決方案:選擇耐磨性更高 (硬度更高) 的材質、降低進給 (fz)、降低切削速度 (vc)。
6.崩刃:切削刃未參與切削的部分因受到切屑錘擊而損壞。刀具的正面和支撐面的損壞,從而導致表面紋理差和后刀面過度磨損。
磨損原因:切屑在切削刃的作用下受到擠壓;
解決方案:選擇韌性更高的牌號、選擇具有更堅固切削刃的刀具、提高切削速度vc、選擇正前角槽型、在切削開始時降低進給、提高穩(wěn)定性。
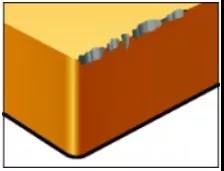
7.崩刃:小部分切削刃破裂 (崩碎) 導致表面質量差和后刀面過度磨損。
磨損原因:材質韌性過低、刀具槽形過于薄弱、產生積屑瘤;
解決方案:選擇韌性更高的牌號、選擇具有更堅固槽型的刀具、提高切削速度vc,或選擇正前角槽型、在切削開始時降低進給。
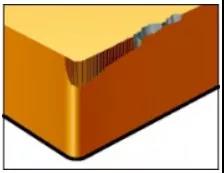
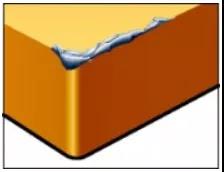
8.溝槽磨損:溝槽磨損導致表面質量差和切削刃破裂風險。
磨損原因:加工硬化材料、表皮和氧化皮;
解決方案:降低切削速度 (vc)、選擇韌性更高的牌號、使用更堅固的槽型、使用更接近45°的切削角、使用圓刀具確保最佳結果、使用可變ap技術推遲磨損。
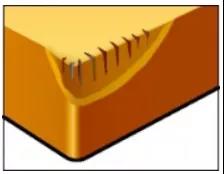
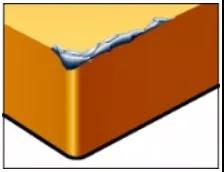
9.熱裂紋:由于溫度變化,垂直于切削刃的小裂紋導致崩碎和表面質量差。
磨損原因:斷續(xù)加工、變化的切削液供應;
解決方案:選擇韌性更高、抗熱沖擊性能更好的材質、應足量地或完全不使用切削液。
10.積屑瘤 :積屑瘤導致表面質量差,并在脫落時導致切削刃崩碎。
磨損原因:切削區(qū)域溫度過低、材料粘性非常高,例如低碳鋼、不銹鋼和鋁;
解決方案:提高切削速度vc、改用更合適的刀具槽型。
11.積屑瘤:工件材料被焊到切削刃上。
磨損原因:低切削速度vc、低進給fz、負前角切削槽型、表面質量差;
解決方案:提高切削速度vc、提高進給 (fz)、選擇正前角槽型、使用油霧或切削液。
鑫騰輝數(shù)控的技術人員提醒一下:刀具的磨損程度在很大程度上可能影響到雕銑機的加工效果,所以說當?shù)胥姍C使用的刀具磨損到一定程度的時候,就應該換下磨損過度的刀具,通常情況下我們應該在刀具壽命極限值2/3左右的時間處進行換刀。比如刀具在60分鐘出現(xiàn)嚴重磨損,下次加工時,應當在40分鐘開始換刀,并養(yǎng)成定時換刀的習慣。如需了解更多關于雕銑機的相關知識,歡迎致電:13699899025。我們歡迎廣大新老客戶光臨我廠考察指導!








