專注精雕 精密雕銑
13年來? 專注精雕機創新研發的生產廠家
400-9630-833
13923413250
<thead id="xhdk3"></thead>
13年來? 專注精雕機創新研發的生產廠家
400-9630-833
13923413250
全國服務熱線
18823672556
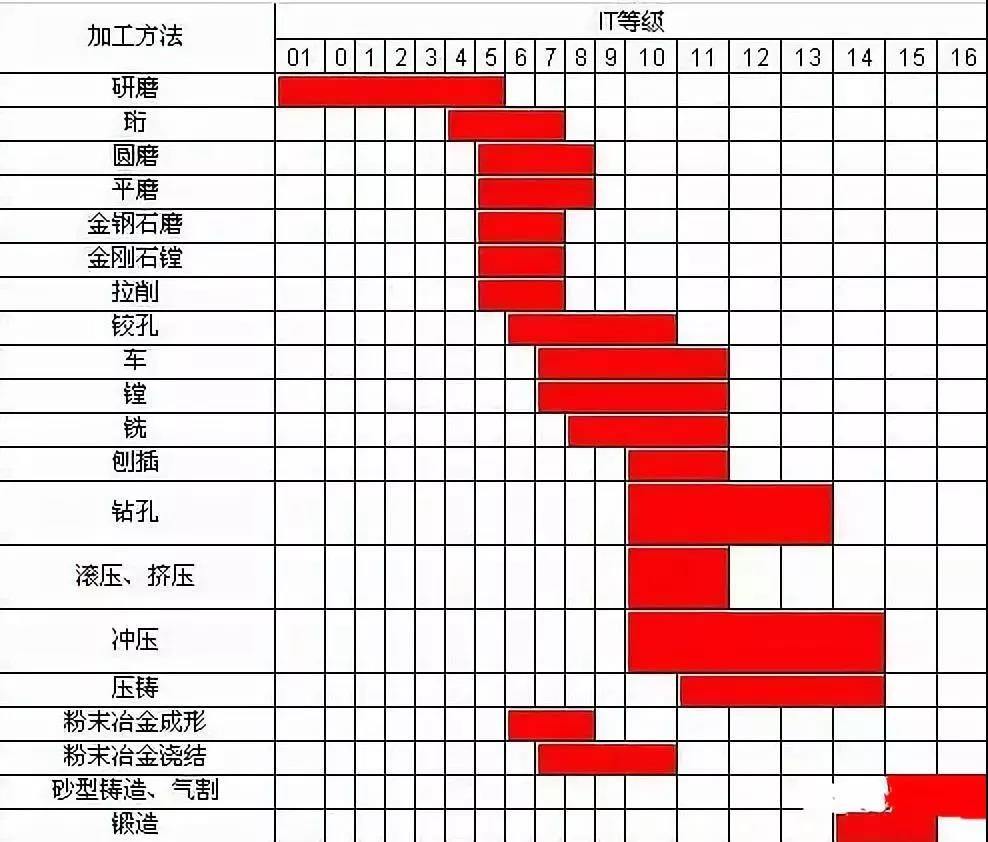
在日常操作雕銑機過程中,天天都與數控加工打交道,相信大家對于加工精度有深刻的印象,那么大家對用于表達加工精度“公差等級”的了解有多少呢?也有不少人們咨詢我們,什么是“公差等級”?公差等級是指確定尺寸精確程度的等級,國標規定分為20個等級,從IT01、IT0、IT1、IT2~IT18, 數字越大,公差等級(加工精度)越低,尺寸允許的變動范圍(公差數值)越大,加工難度越小。產品零部件按功用的不同,需要達到的加工精度不同,選擇的加工形式和加工工藝也不同。下面由鑫騰輝數控的技術人員為大家介紹車、鉆、銑、刨、磨、鏜等常見的幾種加工形式所能達到的加工精度。
IT標準公差等級表
(點擊圖片可以放大查看)
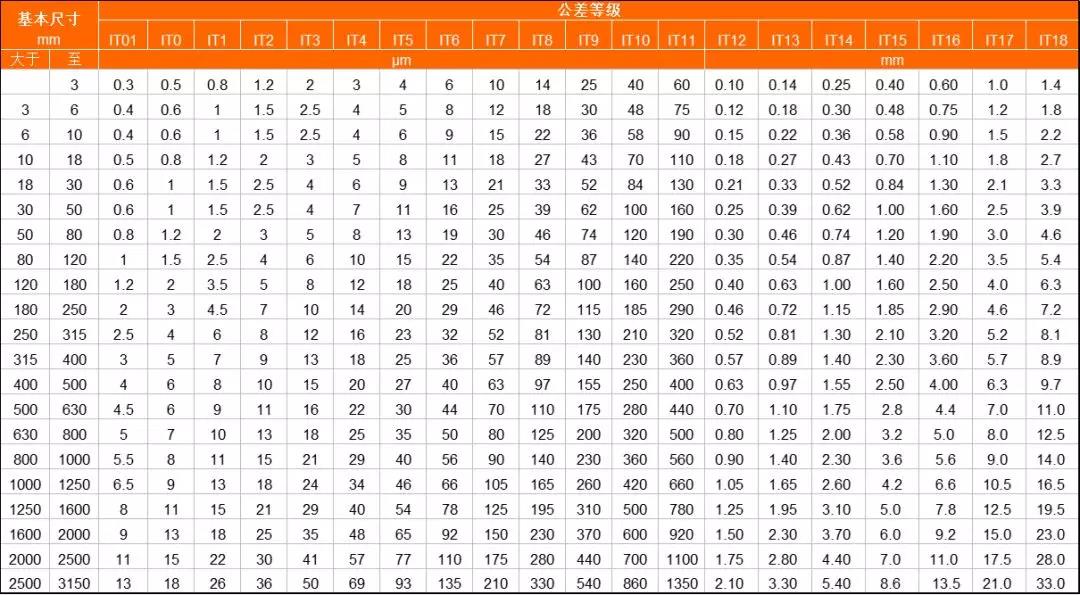
注:基本尺寸小于1mm時,無IT14至IT18
一、車削:工件旋轉,車刀在平面內作直線或曲線移動的切削加工。車削一般在車床上進行,用以加工工件的內外圓柱面、端面、圓錐面、成形面和螺紋等。
車削加工精度一般為IT8~IT7,表面粗糙度為1.6~0.8μm。
1.粗車力求在不降低切速的條件下,采用大的切削深度和大進給量以提高車削效率,但加工精度只能達IT11,表面粗糙度為Rα20~10μm。
2.半精車和精車盡量采用高速而較小的進給量和切削深度,加工精度可達IT10~IT7,表面粗糙度為Rα10~0.16μm。
3.在高精度車床上用精細修研的金剛石車刀高速精車有色金屬件,可使加工精度達到IT7~IT5,表面粗糙度為Rα0.04~0.01μm,這種車削稱為"鏡面車削"。

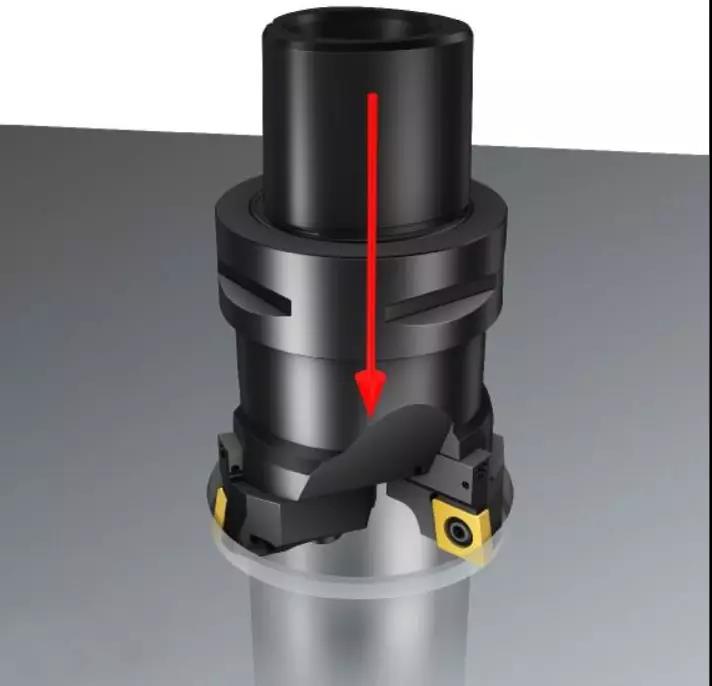
二、銑削:銑削是指使用旋轉的多刃刀具切削工件,是高效率的加工方法。適于加工平面、溝槽、各種成形面(如花鍵、齒輪和螺紋)和模具的特殊形面等。按照銑削時主運動 速度方向與工件進給方向的相同或相反,又分為順銑和逆銑。
銑削的加工精度一般可達IT8~IT7,表面粗糙度為6.3~1.6μm。
1.粗銑時的加工精度IT11~IT13,表面粗糙度5~20μm。
2.半精銑時的加工精度IT8~IT11,表面粗糙度2.5~10μm。
3.精銑時的加工精度IT16~IT8,表面粗糙度0.63~5μm。

三、刨削:加工是用刨刀對工件作水平相對直線往復運動的切削加工方法,主要用于零件的外形加工。
刨削加工精度一般可達IT9~IT7,表面粗糙度為Ra6.3~1.6μm。
1.粗刨加工精度可達IT12~IT11,表面粗糙度為25~12.5μm。
2.半精刨加工精度可達IT10~IT9,表面粗糙度為6.2~3.2μm。
3.精刨加工精度可達IT8~IT7,表面粗糙度為3.2~1.6μm。
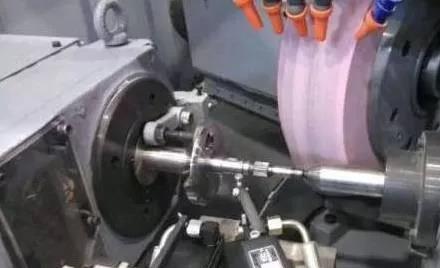
四、磨削:是指用磨料,磨具切除工件上多余材料的加工方法,屬于精加工在機械制造行業中應用比較廣泛。
磨削通常用于半精加工和精加工,精度可達IT8~IT5甚至更高,表面粗糙度一般磨削為1.25~0.16μm。
1.精密磨削表面粗糙度為0.16~0.04μm。
2.超精密磨削表面粗糙度為0.04~0.01μm。
3.鏡面磨削表面粗糙度可達0.01μm以下。
五、鉆削:是孔加工的一種基本方法,鉆孔經常在鉆床和車床上進行,也可以在鏜床或銑床上進行。
鉆削的加工精度較低,一般只能達到IT10,表面粗糙度一般為12.5~6.3μm,在鉆削后常常采用擴孔和鉸孔來進行半精加工和精加工。
六、鏜削:是一種用刀具擴大孔或其它圓形輪廓的內徑切削工藝,其應用范圍一般從半粗加工到精加工,所用刀具通常為單刃鏜刀(稱為鏜桿)。
1.對鋼鐵材料的鏜孔精度一般可達IT9~IT7,表面粗糙度為2.5~0.16μm。
2.精密鏜削的加工精度能達到IT7~IT6,表面粗糙度為0.63~0.08μm。
產品零部件按功用的不同,需要達到的加工精度不同,選擇的加工形式和加工工藝也不同。因此在使用機床加工過程中,一定要結合實際情況選用最佳的加工形式和加工工藝,確保加工精度得到有效的保證。如需了解更多關于雕銑機的相關知識,歡迎致電:13699899025。








